在电线电缆生产中,500型笼绞机扮演着关键角色,其精准高效的运行对于产品质量和生产效率至关重要。本文将详细介绍500型笼绞机的操作流程,从开机前准备、设备检查与调试、绞线工艺参数的设定、上盘操作、启动与运行监控、质量控制与检测到班后操作及维护等方面进行阐述。
- 开机前准备
- 接受任务与核对工艺:操作人员应提前接收生产任务,仔细阅读并理解相关的生产任务书和工艺卡片,确保对产品规格、绞合要求、生产长度等有清晰认识。同时,要将工艺要求与设备现行绞制产品进行逐一核对,保证一致性。
- 设备与防护装置检查:全面检查设备的完好性,包括各部件是否紧固、有无松动或损坏;防护装置是否安装到位且功能正常,如安全门是否能正常关闭锁定等,以保障操作人员的安全。
- 设备检查与调试
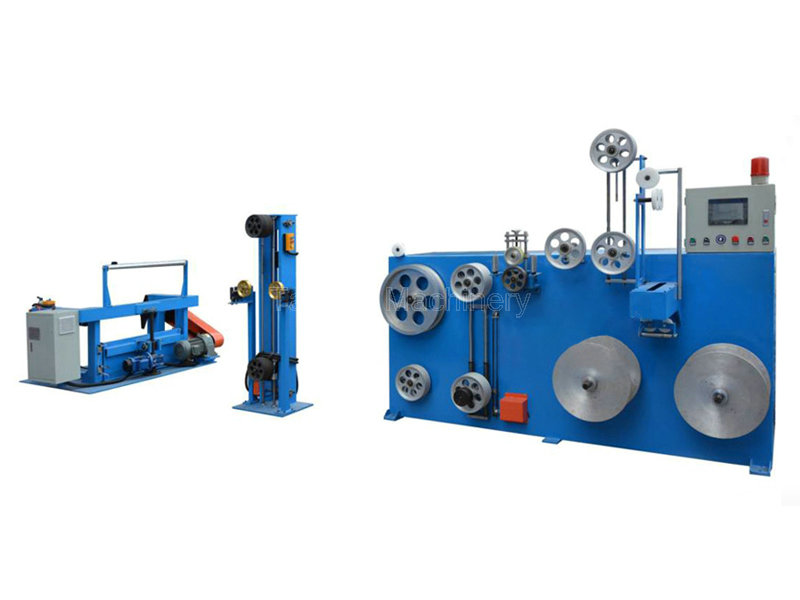
- 机械部件检查:检查设备的主要部件,如放线架、绞笼、压模座、绕包头、计米器、牵引装置等是否完好精确,各摩擦部位的润滑情况是否良好,转动部位有无杂物,确保设备能正常运行。
- 电器系统检查:检查自动器、电器连锁装置的音响及信号是否正常,安全保护装置是否好用,放线盘的销子是否齐全好用,起重吊葫芦是否有不安全因素等。
- 绞线工艺参数的设定
- 根据产品选参数:依据产品的规格和绞合要求,在控制面板上设置合适的绞合单线直径范围(一般为ø1.8 - 6.0mm)、绞合节距(38.5 - 517.7mm)以及装铠头转速(153 - 340r/min)等参数。不同规格的产品需要不同的绞合节距和转速来保证绞线的质量和性能。
- 试运行与微调:参数设定完毕后,进行短暂的试运行,观察绞线的成型情况和设备的运行状况。如有异常,及时对参数进行微调,直至达到理想的绞线效果。
- 上盘操作
- 准备工作:根据工艺附表的要求,检查线盘上铜、铝单线的规格、表面质量及复绕情况是否符合工艺质量要求。选择合适的压模和变换齿轮,并根据产品规格和生产长度,确定收线盘的大小并上到收线架上。
- 吊运与安装:使用吊葫芦将准备好的金属线盘子分别吊运到各放线柜上,关好插销。然后调整各放线盘的张力,使其均匀一致,确保放线过程中的稳定性。
- 启动与运行监控
- 启动设备:完成上述准备工作后,按照操作规程启动绞线机。在启动初期,要密切关注设备的启动过程,确保无异常振动、噪音或其他故障现象。
- 运行监控:在设备运行过程中,操作人员要时刻留意绞线的质量,如绞线的节距是否均匀、单线的张力是否合适等。同时,关注设备的运行状态,包括各部件的温度、振动情况以及仪表的显示数据等。如发现任何异常,应立即停机检查并排除故障。
- 质量控制与检测
- 首件检验:在设备启动后,对前几米绞线进行首件检验,检查绞线的外观质量、节距、外径等是否符合产品标准。如不合格,及时调整设备参数直至合格。
- 定期抽检:在生产过程中,按照规定的时间间隔或生产长度进行抽检,确保整批产品的绞线质量稳定可靠。对于抽检中发现的问题,要及时分析原因并采取相应的改进措施。
- 班后操作及维护
- 设备清洁与整理:生产结束后,应及时清理设备上的线头、杂物等,保持设备的清洁卫生。将工具摆放整齐,为下一次生产做好准备。
- 设备检查与记录:再次对设备进行全面检查,查看各部件是否有松动、磨损等情况。如实填写设备运行记录和维护记录,以便后续查阅和跟踪设备的使用情况。
- 维护保养:按照设备的维护保养规程,对设备进行定期的维护保养工作,包括润滑、紧固螺丝、更换易损件等,以延长设备的使用寿命。